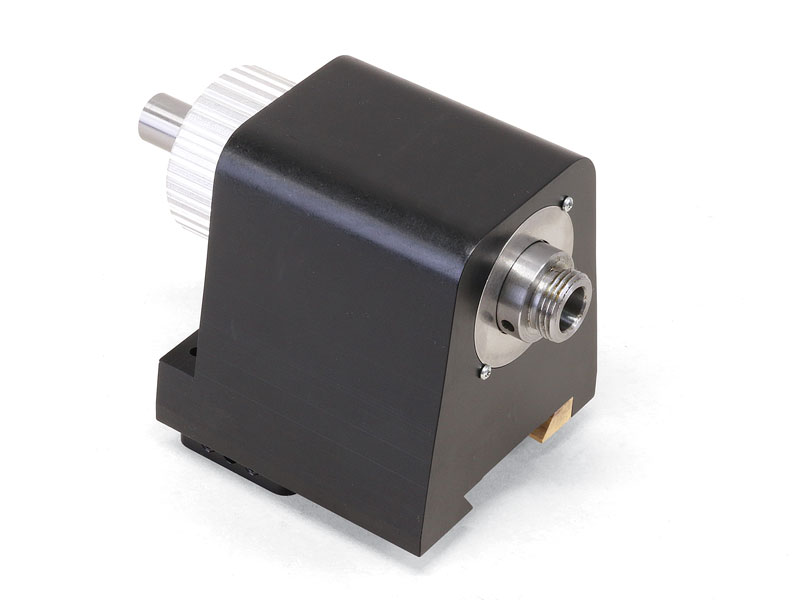
About the Tapered Headstock w/Dovetail Base
The Sherline industrial headstocks were developed based on the headstock used on the Sherline lathe and milling machine. The headstocks are made from extruded 6061-T6 aluminum and have a black anodized finish. They are available with your choice of a spindle (3/4-16 #1M taper or an ER-16*) and pulley configuration (a standard 2-step “V” belt pulley or a 30-tooth cog belt pulley).
All Sherline Industrial spindles feature lifetime lubricated bearings with adjustable preload. The bearings are Class 5 for better accuracy, tighter tolerance, smoother and quieter movement, and cooler running. The bearings in all our industrial headstocks, except for the 3C headstock, are 6004-VV C3P5 – ABEC 5. The headstock bearings are rated for a continuous speed up to approximately 4,000 RPM with factory preload adjustment of .0002″. You may need a slightly looser preload setting of .0003” for operating speeds up to 10,000 RPM.
*NOTE: We do not sell the collets used with the ER-16 spindle. Those are available through MSC Industrial Supply Co. or other tool supply sources.
Standard Features
- A brass gib on the dovetailed base fits Sherline steel dovetailed bed and column material
- Includes a mounting point to attach a saddle nut on Sherline leadscrews
- Spindle bearing dust cover washer
- ER-16 collet nut ships with the ER-16 spindle headstocks
Lightly lubricate the dovetailed surfaces of the base or column material. Hook the angled edge of the dovetailed headstock base over the dovetail on the base or column. Attach the brass gib to the headstock using the three 10-32 x 5/8″ socket head cap screws provided. Tighten each screw until the gib is seated evenly against the dovetail, and the headstock slides evenly on the base or bed with no side-to-side play. Tighten the three set screws in the side of the headstock against the gib adjustment screws to lock them in place. (Do not over-tighten, or you can damage the threads of the attachment screws.)
Optional Nickel/Teflon Spindles
Most of our spindles are available with a Nickle/Teflon plating as a rustproof option for an additional cost. Check the option box above to add the Nickel/Teflon plating to your spindle order.
Spindle Precautions
These spindles should be considered light duty. A .405 (10 mm) through hole allows long stock to be passed through the spindle. This design provides a lot of versatility but was not intended for long or out-of-round parts to be rotated at high RPM. It is up to the operator to determine if the spindle and the setup are adequate and safe for the job being attempted.
The spindle is equipped with a dust cover, but it is not totally sealed. The presence of dust from grinding operations can shorten bearing life considerably. It was also not designed to be operated in a coolant bath. The spindle shaft should be shielded from coolant spray.






